A lot of manufacturing teams are living in two worlds at once. On one side, the plant is trying to run faster, cleaner, and with fewer surprises. On the other, the commercial team is trying to figure out which accounts are changing, which projects are real, and which “transformation initiative” is still just a slide in a quarterly review.
That tension is exactly why digital manufacturing solutions matter now.
Operations leaders need better visibility, tighter control, and fewer blind spots between machines, people, and systems. Revenue leaders need to know when those operational changes create real buying urgency. The companies that connect those two views move faster. They fix factory problems earlier, and they spot commercial opportunities before competitors even realize a budget is forming.
Welcome to the Smart Factory Revolution
The simplest way to understand digital manufacturing is to compare two factories.
Factory A runs on spreadsheets, tribal knowledge, and hallway updates. A machine starts drifting out of tolerance, but no one sees the pattern early enough. Maintenance gets called after output drops. Production blames equipment. Quality blames process. Planning scrambles to reshuffle orders. Sales gets dragged in when lead times slip.
Factory B still has people, machines, shifts, and constraints. But the difference is visibility. Sensors feed live data into connected systems. Alerts show when a machine is behaving abnormally. Production, maintenance, quality, and planning see the same operational picture. Problems don’t disappear, but teams catch them earlier and act with less guesswork.
That’s the essential shift. Digital manufacturing solutions don’t just automate a task. They connect the factory so decisions travel faster than failures.
The scale of that shift is large enough that it’s not a niche trend anymore. The digital transformation in manufacturing market is projected to reach USD 439.56 billion in 2026, with large corporations leading spending and SMEs growing faster through accessible cloud solutions, according to Mordor Intelligence on manufacturing digital transformation.
What the old model gets wrong
Traditional plants usually have the same structural problem. The data exists, but it’s trapped.
- Machine data stays local: PLCs, controllers, and line equipment know a lot, but that information often never reaches planning or finance in a usable form.
- Business systems sit too far away: ERP may know the order and the cost target, but it doesn’t know what happened on the line ten minutes ago.
- People fill the gaps manually: Supervisors call maintenance. Engineers export CSVs. Managers reconcile reports after the fact.
That creates delay. Delay creates waste.
A useful primer on where factory automation fits into this broader picture is Sheridan Technologies on automation, especially if you're looking at how controls, equipment, and software need to work together instead of being bought as isolated upgrades.
Why this matters beyond the plant
Digital manufacturing solutions also change how outside vendors should read an account.
When a manufacturer adds connected inspection, launches a digital twin initiative, hires for industrial data roles, or upgrades line visibility, that usually signals active change management, budget movement, and executive attention. Those are not abstract “innovation” stories. They’re buying signals.
Teams trying to track those shifts across target accounts need more than a generic news feed. That’s where a focused system for sales intelligence for manufacturing becomes useful, because the value isn’t in collecting updates. It’s in knowing which changes indicate demand.
Practical rule: If a factory project changes how work is measured, scheduled, or maintained, it usually creates downstream buying opportunities for software, services, integration, training, and infrastructure.
See Salesmotion in action
Take a self-guided interactive tour — no signup required.
What Are Digital Manufacturing Solutions Really
Digital manufacturing solutions are often described too narrowly. People hear the phrase and think robots, tablets on the floor, or a shiny dashboard in the control room.
That’s part of it, but it misses the bigger point.
Digital manufacturing is the connected operating model that links product design, production planning, machine execution, quality, maintenance, and business systems. If the factory is a body, this is the central nervous system. Strategy is the brain. Machines are the muscles. Sensors are the senses. The value comes from getting signals from one part of the operation to another without delay or distortion.

It’s not the same as simple automation
A robot that picks parts off a conveyor is automation. A CNC machine with programmed tool paths is automation. A packaging cell that runs with minimal operator input is automation.
Digital manufacturing solutions sit above and around those assets.
They answer questions automation alone can’t answer well:
- Which line is losing throughput, and why?
- Which machine condition predicts the next stoppage?
- Did this quality issue start with a material lot, a setup change, or a tool wear pattern?
- How should planning react when an asset goes unstable mid-shift?
- Which production changes are affecting delivery commitments and customer margins?
Without connectivity, each tool does its own job. With digital manufacturing, each tool contributes to a shared operational picture.
Where most plants struggle
The old boundary between OT and IT is usually the root problem.
Operational technology, or OT, runs the physical process. That includes PLCs, SCADA, drives, vision systems, HMIs, sensors, and machine controllers. Information technology, or IT, runs the business side. That includes ERP, analytics tools, cloud platforms, databases, and enterprise workflows.
For years, those two worlds were built for different purposes. OT prioritized uptime and deterministic control. IT prioritized reporting, integration, and scale. In many plants, they still talk past each other.
A healthy digital manufacturing environment doesn’t force one side to “win.” It creates a usable bridge.
The best projects don’t start with “Which platform should we buy?” They start with “Which decision is too slow today, and what data would fix it?”
What a connected ecosystem looks like
A practical digital manufacturing stack often includes several layers working together:
| Layer | What it does in plain English |
|---|---|
| Connected devices and sensors | Capture what’s happening right now on equipment, material, and environment |
| Execution systems | Coordinate production work, track status, and enforce process steps |
| Engineering and product systems | Hold product definitions, revisions, and process instructions |
| Analytics and AI tools | Find patterns, detect drift, and support prediction |
| Enterprise systems | Tie production activity back to cost, inventory, service, and customer commitments |
That structure matters because manufacturers rarely fail from a lack of tools. They fail from fragmented tools.
The digital thread is the real asset
The phrase “digital thread” gets overused, but the idea is practical. It means the data trail stays connected from design to production to service. A product change isn’t trapped in engineering. A process deviation isn’t trapped in quality. A maintenance issue isn’t trapped on one line or one shift.
When that thread exists, manufacturers make faster decisions with less argument.
When it doesn’t, teams spend their day proving what happened instead of fixing what happens next.

“The account and contact signals are key for reaching out at important times, and the value-add messaging it creates unique to every contact helps save time and efficiency.”
Daniel Pitman
Mid-Market Account Executive, Black Swan Data
The Core Technologies Driving Smart Factories
Smart factories don’t run on one platform. They run on a stack of technologies that each play a different role. The mistake is treating them like separate purchases instead of interlocking parts of one operating model.
The easiest way to think about the stack is this. Some tools sense. Some decide. Some simulate. Some execute.
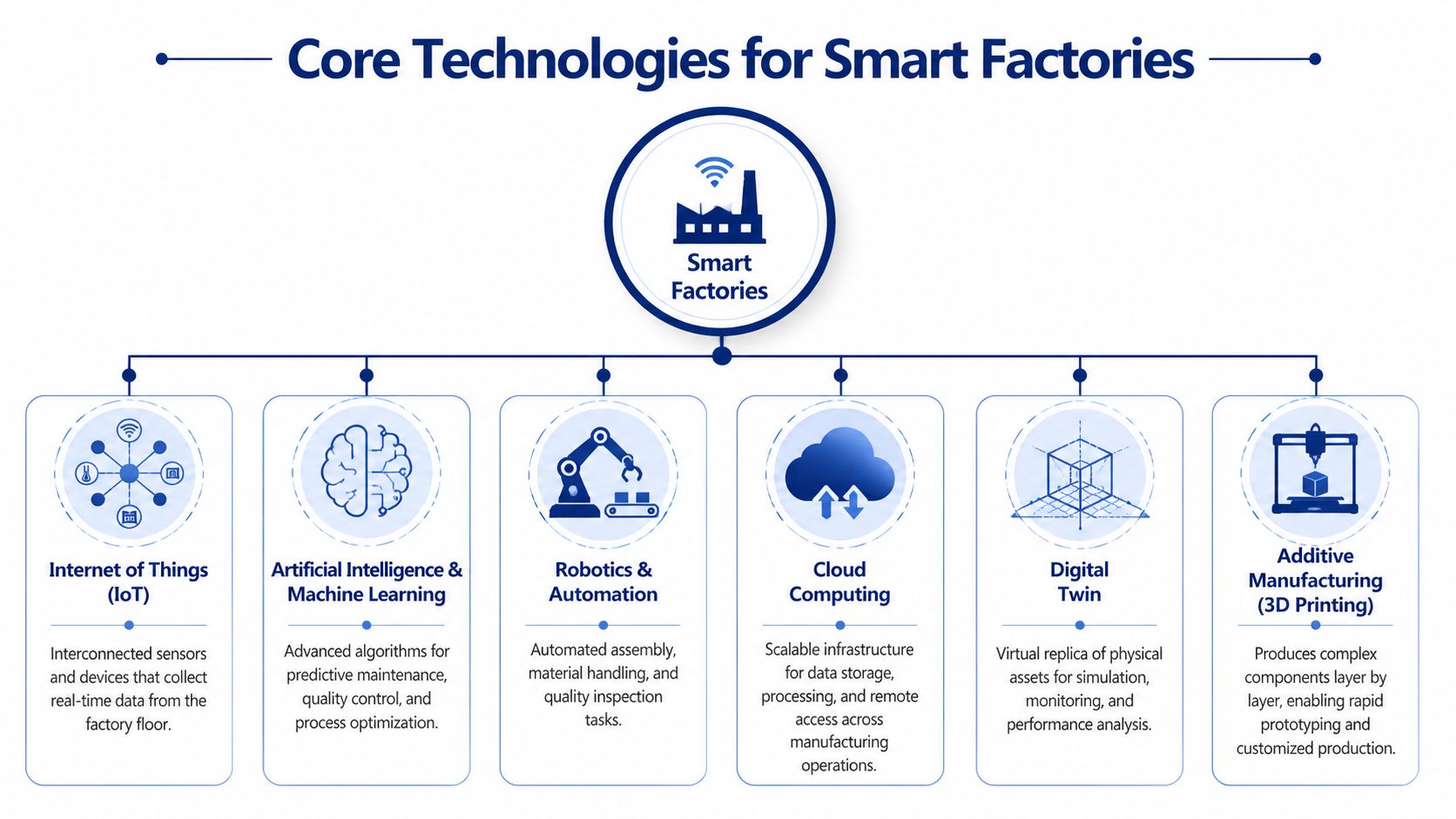
IIoT gives the factory its senses
The Industrial Internet of Things, or IIoT, is the sensor and connectivity layer. It pulls data from machines, utilities, tools, material handling systems, and environmental monitors. That data can include temperature, vibration, cycle counts, pressure, torque, energy use, position, and more.
Its job is simple. Show what’s happening now, not what someone remembers at the end of the shift.
The convergence of IIoT and AI/ML can reduce unplanned downtime by up to 50%, and 78% of manufacturers are increasing AI/ML investments for quality control and prediction, according to RTInsights on AI, IoT, and automation in smart manufacturing.
A line doesn’t need more reports if the root issue is invisible machine behavior. It needs better sensing.
MES runs the real-time production layer
A Manufacturing Execution System, or MES, is where many plants create order on the shop floor. It tracks what should be produced, what is being produced, who did the work, what materials were used, and whether each step met the required standard.
Think of MES as the production traffic controller.
It’s useful when a plant needs discipline around routing, genealogy, work instructions, traceability, and shift-level visibility. It’s less useful when companies expect it to magically solve weak process design. Bad work doesn’t become good work just because it’s digitized.
PLM holds the product’s digital DNA
Product Lifecycle Management, or PLM, manages the product definition across its life. Engineering drawings, revisions, bill of materials, approved changes, compliance records, and related documentation all live in that world.
When PLM is weak, production pays for it.
Operators end up building to outdated revisions. Quality teams inspect against the wrong standards. Procurement buys to a version engineering already replaced. That isn’t a software problem first. It’s a control problem. PLM just gives that control a system.
Digital twins reduce expensive guesswork
A digital twin is a virtual representation of a physical asset, line, or process. Manufacturers use digital twins to test changes before touching the live environment.
That can help when you need to ask questions like:
- Layout changes: Will this new cell design create a bottleneck?
- Throughput scenarios: What happens if order mix changes during peak demand?
- Failure response: If one machine slows down, where does WIP build up?
- Process improvement: Does a new sequence reduce congestion or move it?
This is one of the most practical uses of digital manufacturing solutions because factory experimentation is expensive when done physically. Simulation is cheaper than disruption.
A good digital twin should settle a business decision. If it only produces interesting visuals, it’s not doing enough.
Automation and robotics execute with consistency
Robots, cobots, automated guided systems, and machine vision are the visible face of smart manufacturing. They handle repetitive motion, inspection, material movement, and precision tasks with a level of consistency people can’t sustain over long shifts.
Still, robotics projects fail for predictable reasons. Teams automate a broken process. They ignore changeover. They underestimate fixturing complexity. They forget the upstream and downstream constraints that determine whether the robot improves flow.
For teams dealing with fluid power systems, motion control, and machine actuation, this expert UK guide to hydraulics and pneumatics is a useful operational reference because many automation projects still depend on getting those physical fundamentals right.
Cloud and analytics turn data into action
Cloud platforms matter because modern manufacturing data has to move across sites, functions, and decision layers. A local historian may be enough for one machine or one line. It usually isn’t enough for multi-site visibility, shared models, or broader performance management.
The analytics layer sits on top and asks better questions than a static dashboard:
| Technology | Best use | Common mistake |
|---|---|---|
| IIoT | Capturing live machine and process data | Collecting data without a clear decision use case |
| MES | Enforcing execution and traceability | Treating it as a substitute for process discipline |
| PLM | Managing revisions and engineering control | Leaving production disconnected from design changes |
| Digital twin | Testing scenarios safely before live changes | Building models with no operational decision attached |
| Robotics | Repeating tasks consistently and safely | Automating poor workflow |
| Cloud analytics | Aggregating, analyzing, and scaling insight | Creating dashboards no one acts on |
If you’re prospecting manufacturers around these capabilities, technographics and tech stack targeting for sales teams becomes useful because one of the fastest ways to improve targeting is to know which parts of the stack a plant already runs. A company evaluating IIoT has a different buying posture than one already investing in MES and digital twins.
The Business Case and Tangible ROI
The business case for digital manufacturing solutions isn’t “be more cutting-edge.” That language sounds nice and usually dies in a budget review.
The underlying case is harder and more practical. Run assets better. Reduce avoidable loss. Improve decision speed. Protect delivery performance. Make the plant easier to scale.

Executives already see it as a competitiveness issue
This isn’t a niche engineering argument anymore. In Deloitte’s survey, 92% of manufacturing executives said smart manufacturing will be the main driver of competitiveness over the next three years, and 85% expect transformation in production agility and talent attraction, according to Deloitte’s 2025 smart manufacturing survey.
That matters because executive support changes project survival. When leadership sees digital manufacturing as a competitiveness issue, projects move out of the “nice to have” category and into core operating strategy.
Where the returns usually show up first
Most manufacturers see early value in a few areas before they see it everywhere.
- Downtime control: Better monitoring and predictive workflows help maintenance intervene before a stoppage becomes a plant-wide disruption.
- Quality consistency: Connected inspection and data-rich root cause analysis reduce the slow bleed of rework, scrap, and customer complaints.
- Scheduling confidence: Real-time production status gives planners a more honest view of what can ship and when.
- Labor advantage: Teams spend less time chasing information and more time solving real production issues.
What works is choosing one or two operational losses that executives already care about. What doesn’t work is launching a broad “smart factory” program with no financial owner and no operational baseline.
Better OEE starts with fewer arguments
A lot of OEE conversations fail because teams debate the numbers instead of acting on them. One group tracks downtime one way, another tracks it differently, and no one trusts the final report enough to make a decision.
Digital manufacturing solutions improve that by tightening definitions and automating data capture. Instead of asking operators to reconstruct events from memory, the system records machine states, cycle behavior, and exception timing closer to the source.
That creates two immediate gains:
- The discussion gets more factual
- Improvement actions get assigned faster
For leaders trying to connect plant performance to practical improvement work, this article on improving manufacturing efficiency is a useful companion because it stays grounded in operational realities rather than abstract transformation language.
Executive test: If the project can’t be tied to uptime, quality, labor use, delivery performance, or margin protection, it probably won’t survive the second funding discussion.
Strategic payoffs are bigger than the first pilot
The obvious return is operational. The less obvious return is strategic.
A connected factory can support shorter product cycles, more flexible production, tighter customer commitments, and stronger service models. It’s easier to launch variants, trace product history, and respond when supply, demand, or specifications change quickly.
That’s why the strongest programs aren’t built like IT rollouts. They’re built like operating model upgrades.

“All of the vendors that I've worked with, all of the onboarding that I have had to deal with, I will say, hands down, Salesmotion was the easiest that I have had.”
Lyndsay Thomson
Head of Sales Operations, Cytel
Your Implementation Roadmap and Common Pitfalls
Most digital manufacturing programs don’t fail because the idea is wrong. They fail because the sequence is wrong.
Companies buy too much software before defining the use case. They launch pilots with no plan for site adoption. They treat workforce resistance as an afterthought. Then leadership concludes that “digital” didn’t deliver, when the underlying issue was execution discipline.
A better approach is phased and blunt about trade-offs.
Assess before you automate
Start with the production problem, not the technology category.
A useful assessment usually looks at four things:
- Process pain: Where are the most expensive delays, quality issues, or blind spots?
- Data reality: What data already exists, and how trustworthy is it?
- System overview: Which assets, controls, enterprise tools, and manual workarounds are already in place?
- People readiness: Who will own the process after implementation, and who will resist it?
If a plant can’t answer those questions, it’s too early to buy broadly.
Pilot one painful use case
The best pilot is boring in a good way. It targets a real production issue, uses a contained scope, and proves that the team can change behavior, not just install technology.
Good pilot examples often include machine monitoring on a constrained asset, digitized quality checks on a troublesome line, or automated maintenance alerts on equipment with a history of surprises.
Bad pilots usually have one of these symptoms:
| Good pilot behavior | Weak pilot behavior |
|---|---|
| Solves a known operational problem | Chases a trend with no clear owner |
| Includes supervisors, operators, and maintenance early | Sits mostly with IT or an innovation team |
| Defines how decisions will change | Focuses on dashboard creation alone |
| Has a path to repeatability | Ends as a one-off demo |
Scale only after workflow changes stick
A pilot proves possibility. It does not prove repeatability.
Scaling means standardizing data definitions, governance, training, and support. It also means deciding what must be common across sites and what can stay local. Many companies underestimate the work involved here, especially when legacy machinery, old protocols, and plant-by-plant habits all collide.
The human side matters even more. According to Genedge on digital manufacturing for modern SMEs, 50% of manufacturers are progressing with digitalization, while 32% remain in the early stages, often because talent gaps and change management problems slow adoption.
That finding matches what shows up in practice. Plants rarely reject technology because they hate progress. They reject it when the new process feels unclear, fragile, or imposed by people who won’t be there on second shift.
Common traps that delay real value
Three traps show up repeatedly.
- Overbuilding the architecture: Teams try to design the perfect future-state platform before fixing one current operational issue.
- Ignoring frontline workflow: If operators need five extra clicks to do what they used to do on paper, adoption will stall.
- Treating training as optional: New systems change decision rights. If people don’t understand the new logic, they’ll revert to the old one under pressure.
A lot of revenue teams miss this stage, but they shouldn’t. Manufacturers dealing with integration friction, stalled pilots, or workforce uncertainty often become high-intent buyers for services, enablement, support, and adjacent systems. Reading how account research works in manufacturing sales can help commercial teams map those realities before outreach, so they engage with the actual implementation challenge rather than pitching generic transformation language.
Don’t scale a pilot because the dashboard looks good. Scale it because supervisors changed how they run the shift and want the same visibility elsewhere.
How Revenue Teams Win with Manufacturing Signals
The commercial opportunity in digital manufacturing isn’t hidden. It’s just badly interpreted.
A new private wireless rollout. A plant expansion. A hiring push for controls engineers or data roles. A leadership comment about resilience, quality, or throughput. A new AI initiative in operations. These aren’t random updates. They’re signs that a manufacturer is changing how work gets done.
The problem is that most revenue teams either drown in those signals or miss them entirely.

Why most sales teams waste good signals
There’s usually no shortage of data. There’s a shortage of usable interpretation.
One rep sees a press release about a line upgrade and sends a generic “saw your news” email. Another rep notices a hiring post for robotics talent but doesn’t connect it to integration risk, training demand, or software needs. A third rep means well but spends half the day stitching together updates from investor calls, job boards, company pages, and LinkedIn.
That manual research burden is real. ABI Research notes a major gap in connecting manufacturing digitalization trends to sales processes, and that AI agents can monitor signals such as Gen AI adoption or private 5G rollouts while solving the manual research tax that takes reps 2–3 hours per account, as discussed in ABI Research on digitalization in manufacturing and sales signal gaps.
Which signals matter most
Not every update deserves outreach. Good commercial teams rank signals by whether they imply urgency, budget, and stakeholder motion.
The strongest signals often include:
- Hiring signals: Job postings for OT security, industrial data, robotics, controls, or AI roles
- Leadership signals: New plant leaders, operations executives, or transformation sponsors
- Infrastructure signals: Connectivity upgrades, cloud modernization, factory systems rollouts
- Production signals: New line launches, plant openings, tooling changes, quality initiatives
- Narrative signals: Executive language around resilience, downtime, traceability, agility, or capacity constraints
A signal matters more when it changes the “why now” behind the conversation.
Turn the signal into a commercial hypothesis
Most outreach falls apart because teams mention the event but never explain why it creates a need.
A better approach is to translate each operational update into a likely commercial consequence.
| Manufacturing signal | Likely underlying need | Better outreach angle |
|---|---|---|
| New robotics engineer role | Integration complexity or automation expansion | Help with rollout speed, support, or connected visibility |
| Private network or connectivity project | More machine data and distributed systems | Improve data use, traceability, or monitoring workflow |
| Gen AI initiative in operations | Pressure to improve quality or prediction | Focus on decision speed and operational use cases |
| New plant or production line | Ramp-up risk and process standardization | Support launch readiness and cross-site consistency |
That table looks simple, but it’s where pipeline quality gets decided.
What strong manufacturing outreach sounds like
Weak outreach says, “Saw your announcement. Would love to connect.”
Strong outreach sounds more like this:
You’re adding connected production capability, which usually increases pressure on data quality, cross-functional visibility, and line-level adoption. Teams often find that the technology rollout moves faster than the operating workflow around it. If that’s becoming a concern, it’s worth talking.
That message works because it respects the buyer’s world. It doesn’t just reference a signal. It interprets it.
A practical place to sharpen that approach is manufacturing buying signals for revenue teams, because the challenge isn’t collecting more triggers. It’s learning which ones indicate active demand and how to turn them into a point of view.
The real commercial edge
The best sales teams covering manufacturing don’t wait for formal projects to hit procurement. They enter earlier, when the account is still defining the problem, shaping the rollout, or struggling through implementation.
That’s where digital manufacturing solutions create million-dollar opportunities. Not because the phrase sounds modern, but because operational change creates downstream demand for infrastructure, software, integration, analytics, training, and managed support.
If your team can read the signal and explain the consequence, you stop sounding like a vendor chasing news. You sound like someone who understands what the plant is trying to get done.
Your Digital Manufacturing Questions Answered
Are digital manufacturing solutions only for large enterprises
No. Large manufacturers often move first because they have more sites, more systems, and more budget complexity. But SMEs can adopt digital manufacturing solutions in narrower, more targeted ways.
The practical difference is scope. A smaller manufacturer usually shouldn’t start with a broad enterprise program. It should start with one painful process, one constrained asset group, or one traceability problem that’s hurting delivery or quality.
What’s the biggest mistake companies make early
They buy for capability before they buy for clarity.
If the team can’t say which operational decision needs to improve, the technology will drift into reporting theater. Plants don’t need more dashboards by default. They need faster, better decisions around production, maintenance, quality, and planning.
How do you know if a project is working
Look for behavioral change before broad platform ambition.
A useful project changes how supervisors run the shift, how maintenance prioritizes work, how quality investigates defects, or how planners react to disruption. If the software is installed but daily decisions haven’t changed, the project is not mature yet.
What’s the difference between Industry 4.0 and digital manufacturing
Industry 4.0 is the broad umbrella. It covers the larger shift toward connected, intelligent, data-driven industrial operations.
Digital manufacturing is the practical application inside product and factory environments. It’s the day-to-day work of connecting machines, systems, workflows, and decisions so the operation runs with less friction.
How should revenue teams think about these initiatives
As buying journeys that start operationally before they become commercial.
By the time a formal RFP appears, the account has often already defined the problem and shortlisted the type of solution it wants. Revenue teams that follow manufacturing signals early can enter when the need is still being shaped and when a strong point of view still matters.
Sales teams selling into manufacturing don't need more noise. They need better timing, sharper context, and a clear reason to act. Salesmotion helps revenue teams track real account signals, understand what changed, and turn that context into outreach that sounds informed instead of generic. If you're targeting manufacturers going through digital change, it's a practical way to find the right accounts, at the right moment, with a message that fits.